About NML

“.....But when I come to Jamshedpur it is not the past of India that comes up before me but some vision of the future comes before my eyes.”
“I do not wish any worker to come to these laboratories merely with the aim of earning his living. What I wish is that our young men and women who come here should have a zeal for working out problems which would have great consequence. That would give vitality to these Institutes. They should realize that service to science is real service to India – no, even to the whole world – science has no frontiers”.
Pandit Jawaharlal Nehru
The Inception
The foundation stone for National Metallurgical Laboratory was laid by Hon’ble Sri C. Rajagopalachari on 21st November, 1946. It was formally inaugurated and dedicated to the nation on 26th November, 1950 by Pandit Jawaharlal Nehru “in a spirit of hope and in a spirit of faith in the future’. The laboratory was an element of Sir Shanti Swaroop Bhatnagar’s vision of providing India with a network of research institutions for taking the country ahead in science and technology. CSIR-NML played a significant role in the industrial revolution of India starting from 1950 especially in the areas of mineral processing, iron and steel making, ferroalloys and extraction of non-ferrous metals, notably magnesium. Asia’s largest creep testing facility was also set up at CSIR-NML in the early 1970s and even today it ranks as the second largest creep testing lab in Asia.

Glorious Past
CSIR-National Metallurgical Laboratory (CSIR-NML) is a premier Indian research organisation dedicated to various facets of Minerals, Metals and Materials – science, technology, industrial services and human resource development. Since inception, CSIR- NML has diversified its research areas ranging from extractive metallurgy, alloy development and import substitution, refractory material development, corrosion studies, mathematical and physical modeling of metallurgical processes, mineral research, advanced materials and materials tailoring, integrity evaluation of critical industrial components, surface engineering and cleaner and sustainable metals production. The Laboratory has made notable contributions in the areas of mineral beneficiation and agglomeration, ferrous and nonferrous metallurgy, alloy development and processing, materials science & engineering and, resource conservation & environment. A historical accounts of past achievements (1950-2010) of CSIR-NML is painted in the Diamond Jubilee commemorative volume 'la vintage metallurgie: 60 years of marriage of science to industry’(http://eprints.nmlindia.org/4360/).
Present Focus
Research & Development
CSIR-NML continues to play a vital role in the quest of the country towards scientific and technological leadership and providing scientific solutions to the industries in the areas of minerals, metals and materials. CSIR-NML is also carrying out major activities for creating awareness among the common masses on issues relating to health, environment, rural technology and sustainable development.With a strong and committed staff having a wide spectrum of expertise and modern facilities, CSIR-NML has completed 64 glorious years of existence and still endeavours to move ahead to meet the challenges of the global economy and reach greater heights.
The Laboratory has kept pace with changing research scenarios and needs of the country. Inthe last few years, greater emphasis is given toindustry sponsored research and, alignment with government program; namely, Make in India, Innovate in India, Strategic sector needs, Swatch Bharat, Societal and skill India, etc.The activities of the Laboratory touch upon several major sectors relevant to the growth of India, including iron and steel, powerand energy, oil and gas, automotive, railways, strategic, societal, and others.

Glimpses of recent/ongoing activities of the Laboratory is presented here for the benefit of our stakeholders and, seekingtheir partnerships for further advancements.In India, nearly thirty percent of steel is produced by secondary steel producers using induction furnace route. High phosphorous content makes the steel substandard and unsuitable for structural applications. CSIR-NML in association with All India Induction Furnace Association (AIIFA) and Ministry of Steel has developed a flux to reduce the phosphorus level from 0.07-0.09% to BIS prescribed limits of < 0.05%. The flux which is tested under industrial conditions has potential to benefit large number of secondary steel producers. Efforts are on to fine tune the flux chemistry and its usage with high lining life.
Significant efforts are directed on coal and the activities ranging from prospecting using ‘coal core analysis’ to beneficiation for ash removal and, value added products from fly ash. Innovative flowsheets involving dry beneficiation are developed to reduce ash in the coals of different origins. CSIR-NML column technology which was earlier exploited in commercial operations for beach sand minerals, limestone and barite, is now successfully tested for coal in the columns set-up at mine sites. Technologies for the production of geopolymer paving blocks using fly ash with/withoutiron and steel making slags/red mud have been developed and successfully tested under field conditions. Research pursuits of CSIR-NML are also aligned with the material needs of the sector. A wear resistant steel was developed by the Laboratory to addressthe silt erosion problem during hydel power generation in Himalayan region. Newer initiatives from the Lab include development of advanced electrical steels and, evaluation of materials for the futuristic ultra-supercriticalplants.
Magnesium holds the key for the success of the national programmes for titanium and zirconium extraction, and,next generation Mg-alloys for the automotive sector. CSIR-NML’s contribution to Mg technology development goes back to 1971, when a 250 tonnes per annum pilot plant based on the Pigeon process was commissioned. The plant and technology were subsequently transferred to an industry, M/s Southern Magnesium Ltd who was the only commercial producer of Mg in India until 2002.CSIR-NML, has developed a novel magnesium extraction technology (Magnetherm process) which employs moderate vacuum and involves direct heating. The technology was developedon a 300 kg pilot scale using an indigenously fabricated reactor. Based on largenumber of pilot plant trials, design and operational data have been generated for further scale up to ~ 1000 kg reactor.
In the strategic sector, specific focus of the Laboratory is on extraction and processing of metals, namely tungsten, sodium and gadolinium. Efforts are directed towards exploitation of low grade indigenous resources and recovery from scraps generated during processing and post usages of components. To address immediate needs, NML has developed and commercialised a technology for the recovery of tungsten from a large variety of W-bearing scraps. The developed technology is superior in terms of tungsten recovery (> 90%), co-recovery of associated metals (e.g. Co, Ni), process economics and environmental considerations. Indigenous technologies for sodium and gadolinium, essential for atomic energy programme were successfully developed. Sodium is produced using electrolysis cells from 50 kVA to 500 kVA capacity, and further scale up of the process by industry is in progress. Similarly, high purity gadolinium was produced by fused salt electrolysis.
Almost the entire requirement of potash for our country is imported since resources of traditionally used chloride ores are scarce. Technically and economically attractive processes to recover potash from indigenously available non-traditional silicate resources, notably feldspar and glauconite are being developed. An innovative process, possibly the first of its kind, has been developed at CSIR-NML under an industry sponsored programme. The process, which permits high recovery of potash along with all other constituents present in feldspar (e.g. Si as Fe-Si) has the potential to radically change the technology scenario. Encouraged by the success of the process at 10 kg scale, it is now being considered for further scale up and commercial exploitation.Process flowsheets based on pyro-/hydrometallurgy were developed and evaluated for the recovery of potash from glauconite sand. In yet another innovative development, mechanical activation of glauconite was used to alter its cation-exchange capacity and develop a greener option which would permit its direct usage as a source of potash.
Solid wastes and effluents are of major concern in metallurgical industries from the point of view of resource conservation and environmental considerations. For example, large quantities of solid wastes (e.g. slimes and fines during iron ore mining, slags, mill scale) and effluents (e.g. pickle liquor) are generated during iron and steel making operations. NML has developed a number of processing options and value added products to address the problem.Some of these have been tested in real plant conditions and include: DRI from slimes/mill scale using tunnel kiln; mill scale briquettes as coolant in LD converter steel making; pig iron from the smelting of self-reducing briquettes (slime and Jhama coal)in a Low shaft furnace; and, magnetite for heavy media separation using high pure hematite produced during pickling operation as raw material. Strategies for the recycling and reuse of LD slag have been developed using smelting in a 175 kVA furnace and the processes are available for further probing on industrial or semi-industrial scale. By smelting, phosphorus is removed and the resulting slag is suitable as a source of lime and cementitious material. In yet another significant development, technologies have been developed and tested for the production of a wide spectrum of value added iron oxide pigments.
In recent times, the Laboratory has paid increasing attention to the design and development of equipment which are tailor-made for specific metallurgical research and tests. The objective is also to minimise dependence on imported equipment which are often priced exorbitantly. Under one such initiative, an annealing simulator was developed which offers exciting possibilities tosimulate batch and continuous annealing processes commonly practiced in steel industry (e.g. IF steel with desirable dew point setting, ultrafast cooling for dual phase or complex phase steel annealing cycles, etc.). Similarly, several devices were developed for on and off site NDT of industrial components and materials. One of these, MagStar, a portable magnetic sensing device for Non-destructive Evaluation of Steel Structures/Components measures Magnetic Hysteresis Loop (MHL) and Magnetic Barkhausen Emissions (MBE). MagSys, a Giant Magneto Impedance (GMI) based magnetic sensing device is also ready for commercialization as a structural health measuring tool. The device is capable of detecting very low magnetic field and magnetic phases. An NDT device for detecting defects in wire during fabrication has been developed and installed at the sponsors site. In collaboration with our sister laboratory, CSIR-CGCRI, various applications of FBG sensors including temperature profiling of continuous casting moulds, have been perfected.
Several new alloys and materials have been developed based on the specific needs of our clients and collaborators. A collagen-graphene composite was developed for supercapacitive applications for a Sri Lanka based multinational. Several advanced coatings have been developed at the behest of aerospace multinationals with green protocols and materials in mind. Advanced steels development and their qualifications have been carried out successfully, in collaboration with various steel producers.
Brassware artisans across the country are at a crisis because of stiff competition from China. Further, there is the risk of the age-old practices becoming extinct with loss of livelihood. The home based traditional pit furnaces used by the artisans are fuel inefficient and polluting. As part of a National Innovation Council initiative, under CSIR800 programme, NML has developed a cost effective, fuel efficient and eco-friendly coke based brass melting furnace for the metal artisans utilizing waste heat recuperating system and arresting suspended particulate matter (SPM) inside the pit. A few such furnaces were installed in Moradabad, Uttar Pradesh and in Balasore, Odisha. Simultaneous efforts are on to enhance awareness and training of artisans. CSIR-NML has also developed an efficient, low cost anti-tarnishing lacquer to prevent tarnishing and to maintain the metallic cluster of brass handicrafts. The developed lacquer is technically and cost-wise superior to the lacquers available in market. The technology has been transferred to a private entrepreneur for its commercial production.
What Our Collaborators Say?
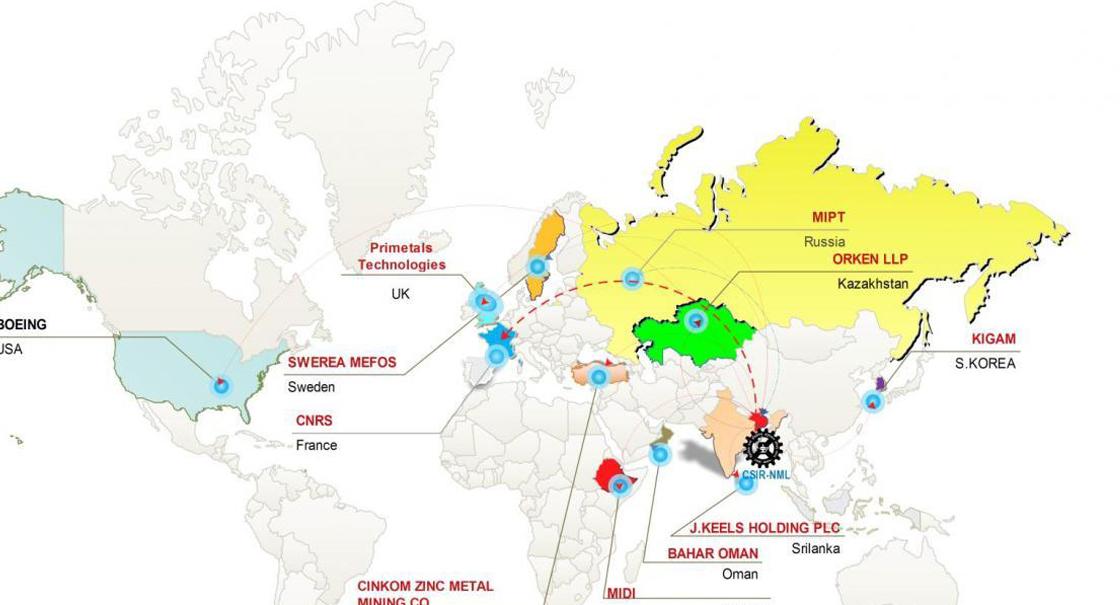
We strive to create competitive advantage for our clients. Our high quality services have marked our presence around the world.